

LIÊN KẾT WEBSITE
THỐNG KÊ TRUY CẬP
Tổng truy cập:
288815
Hôm nay:
57
Hôm qua:
125
Đang online:
0
Thuật ngữ ngành nhựa
Một số thuật ngữ ngành nhựa thường gặp:
Air burn mark (bọt khí)
Trước khi phun, không khí tồn tại trong các khoang của khuôn. Không khí này được đưa ra để nhựa thay vào khi phun. Những trường hợp tốc độ phun nhanh khiến không khí vẫn còn lại trong khoang gây ra hiện tượng này. Không khí trong khoang bị nén bởi nhựa được phun vào, phát ra nhiệt nén. Nhiệt này làm nhựa trở nên quá nóng, gây ra phân ly nhiệt. Do vậy, cần phải có lỗ thông khí nhỏ để thoát khí tại giai đoạn phun nhựa cuối cùng.
Annealing (luyện)
Luyện là cách sử dụng nhiệt để hồi lại ứng suất nội. Mặc dù việc sử dụng phương pháp nào còn phụ thuộc vào loại nhựa, độ dày sản phẩm và mức độ ứng suất nội còn lại nhưng sản phẩm được làm mát thường là sau khi đã được làm nóng với khí nóng có nhiệt độ thấp hơn từ 5 đến 10°C so với nhiệt độ làm biến dạng sản phẩm đối với bể nước hoặc bể cát và được dùng cho những sản phẩm dễ bị oxi hóa hoặc mất màu khi bị làm nóng trong bể khí nóng.
Angular pin (chất góc)
Chốt dẫn đề di chuyển lõi khi khuôn mở hoặc đóng. Nó là một phần của khuôn và được dùng để tạo thành rãnh cắt trong sản phẩm đúc.
Biodegradable plastics (Nhựa phân hủy)
Nhựa phân hủy có thể được dùng giống như nhựa thường nhưng sau khi sử dụng, nó có thể được phân hủy bởi vi sinh vật trong tự nhiên và mùn vào trong nước còn khí cacbonic lại quay trở lại tự nhiên. Nguyên liệu bao gồm bột bổ sung từ ngũ cốc, cỏ cây, hoa quả, cỏ dại, lá rụng thích hợp cho thức ăn, chất cần cho sự sống.
Bluing (Hồ lơ)
D Làm màu vàng biến mất trong sản phẩm nhựa trong suốt, người ta thêm vào màu xanh da trời. Quá trình này gọi là một ví dụ để hồ lơ.
2 Hồ lơ cũng là hiện tượng khuôn chuyển sang màu hơi xanh. Đây có lẽ là do phim oxit được tạo thành trên mặt khuôn. Nhìn chung, khi hiện tượng này xuất hiện sẽ khiến sản phẩm không được bóng.
Bridging (Liên kết)
Nguyên liệu đúc ở trong phễu thường được cung cấp bởi dòng chảy tới máy đúc nhưng nếu sử dụng nguyên liệu đúc khó dịch chuyển, hoặc nếu nguyên liệu rơi vào tình trạng tan chảy một nửa do nhiệt được chuyển xuống đáy phễu, các hạt nguyên liệu có thể bị ngăn không rơi liên tục, tạo nên tình trạng liên kết. Hiện tượng này xuất hiện thường xuyên nếu sử dụng nguyên liệu dạng bột.
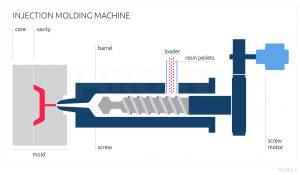
Cavity (Khoang)
Không chỉ là một thuật ngữ ngành nhựa, cavity là thuật ngữ chúng ta rất hay gặp trong ngành công nghiệp. Đây là khoảng không gian được chuẩn bị trong khuôn để tạo thành sản phẩm mong muốn. Đôi khi nó cũng có nghĩa là đĩa hãm khoang.
CE marking (Đánh dấu CE)
Xác nhận chứng nhận an toàn để thông báo sự an toàn sản phẩm phù hợp với hướng dẫn mới của liên minh châu Âu do hội đồng cộng đồng châu Âu cấp với mục đích bảo vệ sức khỏe và an toàn của người dùng sản phẩm phân phối bởi khu vực liên minh châu Âu.
Những công ty xuất khẩu sản phẩm của họ hoặc có cơ sở sản xuất tại châu Âu đều phải có đánh dấu CE.
Central lubrication unit (Bộ phận dầu trung tâm)
Trong cơ chế trục khuỷu, bộ phận dầu trung tâm tự động bôi trơn các bộ phận của kẹp khuôn một cách đều đặn thông qua việc dùng bơm điện. Vì nó hoạt động liên kết với bơm chính trong máy, người vận hành nên chú ý đến lượng dầu trong binh theo quy định của nhà sản xuất.
Cooling jacket (Túi mát)
Đây là bộ phận của xi lanh phun, tương ứng với phần thấp hơn trong phễu. Nước được tuần hoàn giúp cho đáy phễu (vùng đỗ nhựa vào trục vít) không quá nồng do sức nóng bao quanh xi lanh phun.
Core (Lōi)
Phần lõm của sản phẩm được thiết kế trên lõi lồi vào trong khuôn.
Crate, Pit (Lỗ)
Bong bóng giống như một lỗ nông nhỏ còn lại trên bề mặt sản phẩm.
Creep property (Đặc tính dão)
Nếu treo vào một vật nặng không đổi, nhựa sẽ dần dần ra. Hiện tượng này gọi là “dão”. Trong trường hợp là nguyên liệu kim loại, hiện tượng dão không thể diễn ra nếu không được đặt trong nhiệt độ cao. Tuy nhiên đối với nhựa, nó sẽ diễn ra ngay cả trong nhiệt độ bình thường. Nếu dão diễn ra tại điểm chuyển giao, nó được gọi là “chảy nguội”.
Trong trường hợp sử dụng nhựa công nghiệp (nhựa kỹ thuật) thì phải biết đặc tính của nguyên liệu. Trong các nhựa nhiệt dẻo, polycarbonate hoặc nhựa sợi quang học có đặc tính dão tốt nhất.
Crystal (Tinh thể)
Trong tinh thể, các yếu tố cấu tạo thành hoặc phân tử được sắp xếp theo chu kỳ ba chiều.
Sự sắp xếp của những yếu tố hoặc những phân tử tạo thành tinh thể làm tăng mật độ và điềm chảy (mềm). Tinh thể có độ cứng cao và hệ số dẻo cao.
Trong nhựa, 100% sự kết tinh không diễn ra nhưng tinh thể và không tinh thể vẫn được hình thành bên trong. Mức độ kết tinh, cỡ tinh thể và chuỗi tinh thể như một chuỗi nối dài phụ thuộc vào điều kiện theo đó tinh thể được hình thành nên chuỗi.
Deposit (Cặn)
Cặn là tên chúng của phân tử dư dính lại ở bề mặt bên trong của khuôn từ hợp chất trong quá trình làm chảy hoặc làm đông nhựa và sự đông đặc của sương do sự làm mát của khí bay hơi. Cặn thường xuất hiện khi việc đúc diễn ra tại nhiệt độ thấp hơn nhiệt độ khuôn.
Nếu có cặn thì phải được gỡ ra làm sạch khuôn để chống ăn mòn. Sử dụng chất tẩy rửa khuôn chuyên dụng để đảm bảo hiệu quả làm sạch và an toàn cho khuôn.
Xem thêm thuật ngữ ngành nhựa và các thông tin hữu ích ngành nhựa tại chuyên mục TÀI LIỆU
————————————————————————————————
Hikari Việt Nam – Đơn vị cung cấp giải pháp tổng thể cho nhà máy ép phun nhựa
Thông tin liên hệ:
- Số 53, đường Nguyễn Xiển, Phường Hạ Đình, Quận Thanh Xuân, TP. Hà Nội
- Hotline: 0243 311 3998 / Fax: 0243 311 3996
- Youtube: Hikari Việt Nam
- Fanpage: Hikari Vietnam P&T Co.,ltd



